



Wskaźnik końcowego montażu pokrywy bagażnika samochodowego i uchwyt CMM
Wideo
Funkcjonować
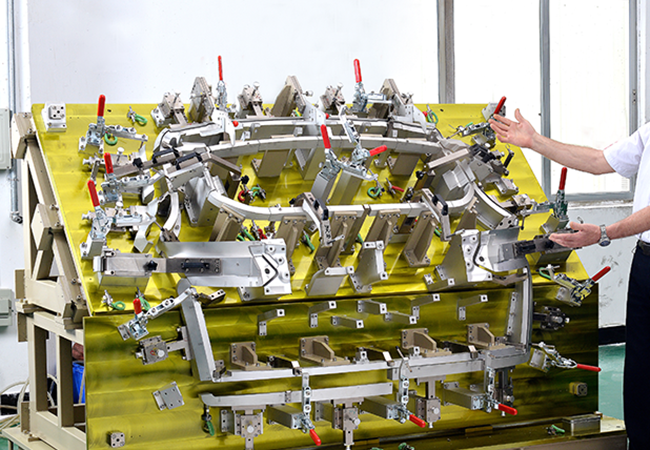
Jako część wnętrza samochodu, na miejsce na koło zapasowe w bagażniku montowana jest nakładka na bagaż samochodowy, która spełnia rolę wspierającą i piękną.Pień tablicy samochodowej w procesie produkcji i przetwarzania, jego rozmiar i kształt, płaskość płaskiej powierzchni jest kluczowymi wskaźnikami jakości produktu, dlatego zapewnia prostą i rozsądną konstrukcję, obie mogą zagwarantować dokładność i mogą poprawić skuteczność wykrywania osprzętu, do produkcji i obróbki nakładki na bagażnik samochodowy konieczne jest wykonanie i obróbka.
Końcowe mocowanie pokrywy bagażnika samochodowego TTM jest produkowane przez maszynę CNC, a materiał jest wykonany ze stali i żywicy. Oprawa ta może być również używana jako uchwyt mocujący CMM do części samochodowych, przyrządy pomiarowe do części z tworzyw sztucznych i części metalowych.
Specyfikacja
| Typ urządzenia: | Końcowe mocowanie pokrywy bagażnika samochodowego Część |
| Rozmiar: | 5850x950x4300 |
| Waga: | 3750 kg |
| Materiał: | stal + żywica |
| Obróbka powierzchniowa: | Płyta podstawowa: chromowana galwanicznie i anodowana na czarno |
Szczegółowe wprowadzenie
Końcowe sprawdzanie i dopasowywanie pokrywy bagażnika samochodowego dotyczy dziedziny sprzętu do produkcji i przetwarzania części samochodowych, w szczególności narzędzia sprawdzającego pokrywę bagażnika samochodowego.
Jako część wnętrza samochodu, automatyczna pokrywa bagażnika jest instalowana na gnieździe koła zapasowego w bagażniku, co pełni rolę wspierającą i piękną.Pień pokrywy w procesie produkcji i przetwarzania, jego rozmiar i kształt, płaskość płaskiej powierzchni jest kluczowymi wskaźnikami jakości produktu, dlatego zapewnia prostą i rozsądną konstrukcję, obie mogą zagwarantować dokładność i mogą poprawić skuteczność wykrywania osprzęt do produkcji i obróbki pokrywy bagażnika samochodowego jest niezbędny.
Zgodnie z zasadą narzędzi do kontroli pokrywy bagażnika samochodu, aby zapewnić dokładność wykrywania, oszczędzając siłę roboczą, poprawić wydajność pracy.
Wzór użytkowy przewiduje nową infrastrukturę w następujący sposób:
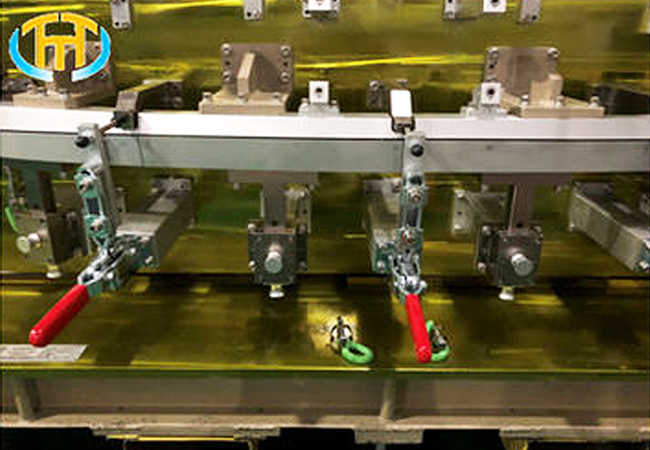
Górna powierzchnia dolnej płyty jest wyposażona w dwie grupy bloków symulacji kierunku X i dwie grupy bloków symulacji kierunku Y, odpowiednio w kierunku osi X i kierunku osi Y.Z końcem obszaru umieszczania przedmiotu obrabianego w obudowie połączone są cztery grupy bloków symulacyjnych.Każda grupa bloków symulacyjnych jest ustalona z kierunkiem poziomym pierwszego czujnika zegarowego i kierunkiem pionowym drugiego czujnika zegarowego, nieruchome są cztery narożniki płyty dolnej.
Przepływ pracy
1. Otrzymałem zamówienie zakupu--—->2. Projekt--—->3. Zatwierdzenie rysunku/rozwiązań--—->4. Przygotuj materiały--—->5. CNC--—->6. Maszyna współrzędnościowa--—->6. Montaż--—->7. CMM-> 8. Kontrola--—->9. (w razie potrzeby kontrola trzeciej części)--—->10. (wewnętrzny/klient na miejscu)--—->11. Pakowanie (drewniane pudełko)--—->12. Dostawa
Czas realizacji i pakowanie
45 dni po zatwierdzeniu projektu 3D
5 dni przesyłką ekspresową: FedEx by Air
Standardowa drewniana skrzynka eksportowa
Do skrzynek dodamy mocujący drewniany klocek, aby zapewnić bezpieczeństwo osprzętu w transporcie.Aby zabezpieczyć urządzenie kontrolne przed wilgocią podczas transportu, zostanie zastosowany środek osuszający i folia plastikowa.







.png)
.png)